Aktualności
Dom / Aktualności / Wiadomości branżowe / Tylko cienka warstwa ochronna robi różnicę: dlaczego niektóre rury miedziane wytrzymują 15 lat, podczas gdy inne korodują i przeciekają zaledwie po 3 latach?

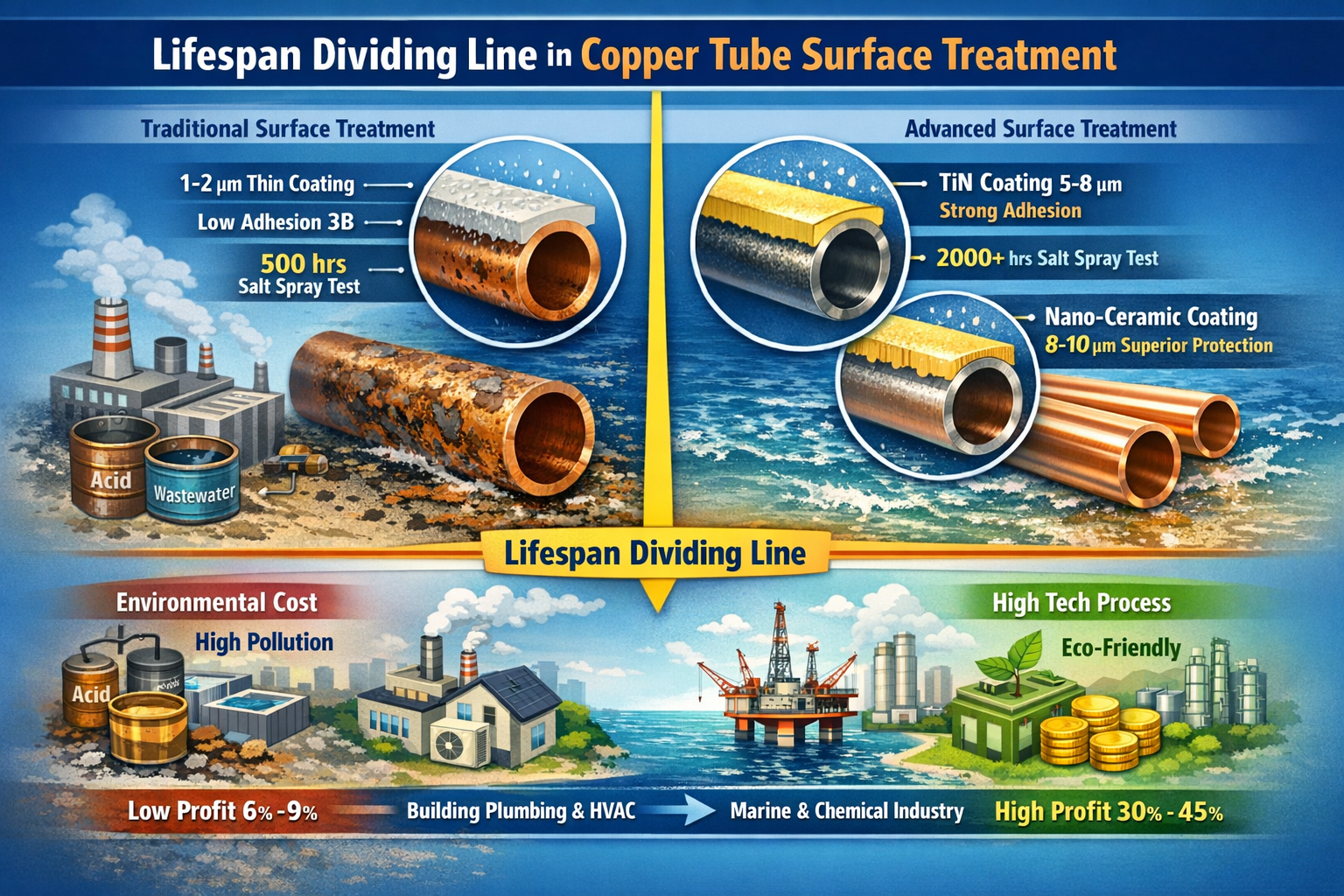
„Obie są rurki miedziane używany w sprzęt do odsalania wody morskiej , ale produkty, którymi leczyliśmy konwencjonalne trawienie i pasywacja wykazał korozję wżerową i wycieki w środowisku morskim w czasie krótszym niż 3 lata; podczas gdy produkt konkurencji poddany obróbce technologia próżniowego powlekania jonowego , ma żywotność ponad 15 lat, a jego cena jednostkowa jest o 30% wyższa od naszej.” Pan Liu, dyrektor techniczny firmy produkującej rury ze stopów miedzi w Qingdao, podniósł dwie sekcje wyrzuconych i nienaruszonych rur miedzianych, ujawniając ukrytą wartość technologii obróbki powierzchni. Obróbka powierzchniowa, jako ostatni etap produkcji rur miedzianych, może wydawać się prostą operacją pomocniczą „usuwania rdzy i powlekania”, ale bezpośrednio determinuje właściwości produktu odporność na korozję, odporność na zużycie , i żywotność , i further impacts its market positioning and added value. Currently, most domestic copper tube manufacturers still rely on traditional surface treatment processes such as trawienie i zwykła pasywacja , co czyni ich produkty nieodpowiednimi dla wymagających środowisk, takich jak morskie, chemiczne i wysokiej klasy uzdatnianie wody ; kilka firm jednak unowocześniło swoje udoskonalone technologie obróbki powierzchni , umożliwiając ich rurom miedzianym utrzymanie stabilnej wydajności w ekstremalnych warunkach i łatwe zdobywanie rynku high-end. Ten cienki” folia ochronna „ staje się kluczowym szczegółem wyróżniającym konkurencyjność produktów z rur miedzianych, a także kluczem do przejścia branży z „kwalifikowanej” na „wysokiej jakości”.
Podstawowa wartość obróbki powierzchni rur miedzianych polega na utworzeniu warstwy ochronnej na powierzchni za pomocą środków fizycznych lub chemicznych, izolując ją od źródeł korozyjnych, takich jak powietrze, wilgoć i media kwasowo-zasadowe, przy jednoczesnej optymalizacji chropowatości powierzchni i poprawie kompatybilności produktu. Warstwy ochronne utworzone w wyniku różnych procesów znacznie się różnią jednorodność grubości, przyczepność i odporność na korozję , co ostatecznie bezpośrednio wpływa na żywotność produktu. Dane z testów przyspieszonego starzenia przeprowadzonych przez Chińskie Stowarzyszenie Przemysłu Przetwarzania Metali Nieżelaznych pokazują, że: Rury miedziane wykorzystujące tradycyjny proces trawienia i pasywacji posiadać warstwę ochronną o grubości zaledwie 1–2 μm, stopień przyczepności 3B (łatwo usuwalny) i okres przyspieszonej próby korozji wynoszący około 500 godzin w środowisku słonej wody o zawartości 5%, co odpowiada rzeczywistemu okresowi użytkowania wynoszącemu 3–5 lat; Rury miedziane wykorzystujące proces próżniowego powlekania jonowego (powłoka TiN). posiadać warstwę ochronną o grubości 5–8 μm, stopień przyczepności 1B (przyczepność silna) i trwałość testową przekraczającą 2000 godzin w tym samym środowisku słonej wody, przy rzeczywistym okresie użytkowania przekraczającym 15 lat; podczas gdy rury miedziane wykorzystują proces elektrochemicznego polerowania powłok nanoceramicznych oferują jeszcze lepsze właściwości ochronne, z rzeczywistą żywotnością przekraczającą 20 lat, doskonale nadają się do wysoce korozyjnych środowisk chemicznych.
Z punktu widzenia scenariuszy zastosowań i wartości dodanej różnice w procesach obróbki powierzchni bezpośrednio determinują poziom rynkowy produktu. Rury miedziane stosowane w konwencjonalnych instalacjach wodno-kanalizacyjnych w budynkach oraz w zwykłych systemach klimatyzacji i chłodzenia mają niskie wymagania dotyczące odporności na korozję, a tradycyjne procesy trawienia i pasywacji są wystarczające. Marża zysku brutto na tych produktach wynosi zaledwie 6–9%. Jednakże rury miedziane stosowane w inżynierii morskiej, rurociągach chemicznych i wysokiej klasy sprzęcie do oczyszczania wody muszą przez długi czas wytrzymywać trudne warunki, takie jak sól, zasady i kwasy, co wymaga udoskonalone procesy obróbki powierzchni . Produkty te mogą osiągnąć marżę zysku brutto na poziomie 30% -45%, a popyt na rynku jest stabilny. Normy zaopatrzeniowe producenta sprzętu do inżynierii morskiej wskazują, że pasujące do nich rury miedziane muszą przejść 1000-godzinny test neutralnej mgły solnej bez korozji, a chropowatość powierzchni musi wynosić ≤Ra0,2 μm. Tylko 3-5 krajowych firm stosujących wysokiej klasy procesy obróbki powierzchni jest w stanie spełnić te stiardy; większość firm bazujących na tradycyjnych procesach pomija te zlecenia.
(Ten obraz został wygenerowany przez sztuczną inteligencję.)
Z praktycznego punktu widzenia biznesowego różnice w procesach obróbki powierzchni znajdują również odzwierciedlenie w kosztach środowiskowych i wydajności produkcji. Tradycyjne procesy trawienia i pasywacji opierają się na mocnych kwasach i zasadach, które nie tylko generują dużą ilość ścieków zawierających metale ciężkie, co skutkuje wysokimi kosztami oczyszczania środowiska (około 300 juanów za tonę rury miedzianej), ale także wiążą się z problemami, takimi jak nierówna korozja powierzchni i złuszczanie się warstwy ochronnej, wymagające częstej konserwacji. Dopracowane procesy, takie jak próżniowe powlekanie jonowe i polerowanie elektrochemiczne, wykorzystują technologie o zerowej emisji lub odczynniki o niskim poziomie zanieczyszczeń, redukując koszty oczyszczania środowiska do 80–120 juanów za tonę miedzianej rury. Ponadto procesy te zapewniają lepszą jednorodność i przyczepność warstwy ochronnej, eliminując potrzebę dodatkowej konserwacji. Chociaż początkowa inwestycja w sprzęt jest wyższa, długoterminowy koszt całkowity jest niższy, a potencjał cenowy produktu w klasie premium znacznie się zwiększa.
| Proces obróbki powierzchni | Podstawowy sprzęt/odczynniki | Parametry warstwy ochronnej | Odporność na korozję (test w mgle solnej) | Obowiązujące scenariusze | Koszt całkowity (juany/tonę) | Stawka premium produktu |
| Tradycyjne trawienie i pasywacja | Mieszanka kwasu solnego i kwasu azotowego stosowana w zbiorniku do wytrawiania kwasem. | Grubość: 1-2 μm, Przyczepność: 3B, Chropowatość: Ra 0,8-1,2 μm | ≤500 godzin, podatny na korozję wżerową. | Ogólna instalacja wodno-kanalizacyjna i drenażowa, rura miedziana do klimatyzacji domowej | 450-550 | 0%-5% |
| Próżniowe powlekanie jonowe (powłoka TiN) | Próżniowa maszyna do powlekania jonowego, tytanowy materiał docelowy | Grubość: 5-8 μm, Przyczepność: 1B, Chropowatość: Ra 0,2-0,4 μm | 1500-2000 godzin, bez korozji. | Rury miedziane do zastosowań w inżynierii morskiej i przemyśle stoczniowym. | 800-900 | 25%-30% |
| Elektrochemiczne polerowanie nanokrystalicznej powłoki ceramicznej | Zbiornik do polerowania elektrochemicznego, środek do powlekania nanoceramicznego | Grubość: 8-10 μm, Przyczepność: 1A, Chropowatość: Ra ≤ 0,2 μm | ≥2000 godzin, wyjątkowo silna odporność na korozję | Rurociągi chemiczne, wysokiej klasy urządzenia do uzdatniania wody, rury miedziane | 1200-1500 | 35%-45% |
Tabela 1: Porównanie kluczowych parametrów i wartości aplikacyjnej trzech procesów obróbki powierzchni
To, co wydaje się subtelną różnicą w „grubości warstwy ochronnej”, w rzeczywistości odzwierciedla znaczną lukę w możliwościach w trzech kluczowych obszarach: technologia sprzętu , kontrola procesu , i receptura odczynnika . Dogłębne badania fabryk ujawniają, że różnice w procesach obróbki powierzchni wśród krajowych firm nie wynikają po prostu z doboru sprzętu, ale raczej z różnicy w możliwościach precyzyjnej kontroli i optymalizacji szczegółów procesu. Te trzy kluczowe kwestie łącznie prowadzą do rozbieżności w produktach odporność na korozję and wartość dodana .
Podstawowe technologie zaawansowanych urządzeń do obróbki powierzchni od dawna są zmonopolizowane przez firmy niemieckie i szwajcarskie. Chociaż krajowi producenci sprzętu mogą produkować podstawowy sprzęt do powlekania i polerowania, istnieją znaczne luki w kontroli jednorodności powłoki, regulacji intensywności wiązki jonów i precyzji polerowania. Importowane próżniowe maszyny do powlekania jonowego wykorzystują technologię napylania opartego na współpracy wielu celów, w połączeniu z laserowym systemem pomiaru grubości, który może kontrolować błąd grubości warstwy ochronnej w zakresie ± 0,1 μm i osiągnąć 100% pokrycia powłoką; podczas gdy podobny sprzęt domowy wykorzystuje głównie rozpylanie z jednym celem, przy czym pomiar grubości opiera się głównie na kontroli ręcznej, co skutkuje błędem grubości do ± 0,5 μm. Często prowadzi to do problemów, takich jak niepełna powłoka i nierówna grubość, niespełniająca wymagań produktów z najwyższej półki.
Co ważniejsze, inteligentny system sterowania towarzyszący importowanym sprzętom umożliwia precyzyjną cyfrową kontrolę parametrów procesu. Automatycznie optymalizuje parametry, takie jak intensywność wiązki jonów, czas powlekania i prąd polerowania dla różnych materiałów i specyfikacji rur miedzianych. Z kolei w sprzęcie gospodarstwa domowego często brakuje inteligentnych funkcji sterujących, w związku z czym w zakresie regulacji parametrów polega się wyłącznie na doświadczeniu pracownika, co skutkuje słabą spójnością działania warstwy ochronnej w różnych partiach produktów. „W przypadku rur miedzianych o tych samych specyfikacjach, te przetwarzane przy użyciu sprzętu domowego czasami przechodzą test w mgle solnej przez 800 godzin, podczas gdy inne wytrzymują tylko 400 godzin. Po prostu nie jesteśmy w stanie dostarczać wysokiej klasy zamówień hurtowo” – powiedział inżynier Liu. Dodał, że firma próbowała debugować proces próżniowego powlekania jonowego przy użyciu sprzętu domowego, ale po dwóch miesiącach nadal nie była w stanie osiągnąć stabilnych wyników, co ostatecznie zmusiło ją do wydania ponad 12 milionów juanów na importowany sprzęt.
Polega na precyzyjnej kontroli procesów obróbki powierzchni standaryzowane operacje przez cały proces. Jednak większość małych i średnich przedsiębiorstw zajmujących się rurami miedzianymi w Chinach nadal polega rozbudowane metody produkcji , brak systematycznego systemu kontroli procesu. Na przykład w tradycyjnych procesach trawienia i pasywacji subtelne zmiany stężenia kwasu, temperatury trawienia i czasu pasywacji mogą wpływać na przyczepność warstwy ochronnej. Jednak większości firm brakuje jasnych standardów kontroli parametrów; stężenie kwasu ocenia się na podstawie oględzin pracowników, a wahania temperatury mogą sięgać ± 5 ℃, co prowadzi do niestabilnego działania warstwy ochronnej. w polerowanie elektrochemiczne etap, odstęp między elektrodami i gęstość prądu wpływają na chropowatość powierzchni, ale większości firm brakuje ustalonych standardów, a regulacje polegają wyłącznie na doświadczeniu pracowników, co skutkuje odchyleniami chropowatości do ±0,3 μm w tej samej partii produktów.
Natomiast firmy zatrudniające wyrafinowane procesy ustanowiliśmy ujednolicony system kontroli w całym procesie. Od monitorowania stężenia kwasu w czasie rzeczywistym i cyfrowej kontroli parametrów galwanizacji po laserowy pomiar grubości i badanie przyczepności gotowej warstwy ochronnej, każdy etap ma jasne standardy parametrów i procedury testowe, a wszystkie dane są identyfikowalne w całym procesie. Dokumenty procesowe od producenta wysokiej klasy rur miedzianych pokazują, że proces elektrochemicznego polerowania wymaga stabilnej gęstości prądu na poziomie 20–22 A/dm², temperatury kontrolowanej na poziomie 45 ± 1 ℃ i sprawdzania stężenia kwasu co 10 minut, aby zapewnić stałą chropowatość powierzchni i odpowiednie działanie warstwy ochronnej.
Formuła odczynnika do obróbki powierzchni bezpośrednio określa wydajność i przyjazność dla środowiska warstwy ochronnej. Jednak większość krajowych firm w dalszym ciągu stosuje tradycyjne formuły odczynników, co utrudnia pogodzenie odporności na korozję i wymagań środowiskowych. Tradycyjne procesy trawienia i pasywacji wykorzystują wysokie stężenie mieszanina kwasu solnego i kwasu azotowego , który może szybko usunąć powierzchnię zgorzeliny tlenkowej, ale jest silnie korozyjny, łatwo prowadząc do mikropęknięć na powierzchni rury miedzianej, zmniejszając wytrzymałość produktu. Ponadto oczyszczanie ścieków jest trudne i kosztowne; chociaż opracowane w kraju rafinowane odczynniki do obróbki poprawiły efektywność środowiskową, pozostają w tyle za odczynnikami importowanymi pod względem przyczepność powłoki i odporność na korozję . Importowane nanoceramiczne środki powłokowe mogą tworzyć gęstą warstwę ochronną na powierzchni rur miedzianych, a odporność na korozję kwasową i zasadową jest ponad dwukrotnie większa niż w przypadku odczynników domowych.
Jednocześnie większość firm nie ma możliwości optymalizacji receptur odczynników i nie może dostosować składników odczynników do dalszych potrzeb. Na przykład, aby zająć się charakterystyką korozji o wysokiej zawartości soli w środowiskach morskich, specjalistyczne czynniki odporne na korozję należy dodać do odczynników powlekających. Krajowe firmy mają jednak trudności z dokładną kontrolą proporcji dodatku, mogąc jedynie kopiować ogólne receptury, co skutkuje znacznie zmniejszonym działaniem ochronnym. Z kolei importowani producenci odczynników mogą dostosowywać receptury do potrzeb klientów i zapewniać ekskluzywne rozwiązania procesowe, aby zapewnić przydatność produktu do specyficznych, trudnych warunków.
Choć często są pomijane w porównaniu z podstawowymi procesami produkcyjnymi, ulepszenia technologii obróbki powierzchni, mimo że wymagają stosunkowo niewielkich inwestycji, mogą znacznie zwiększyć wartość dodaną produktu i stać się dla firm kluczowym czynnikiem pozwalającym na zdobycie rynku produktów z najwyższej półki. W przypadku krajowych producentów rur miedzianych nie ma potrzeby ślepego poszukiwania importowanego sprzętu i odczynników; zamiast tego mogą stopniowo osiągać udoskonaloną obróbkę powierzchni stopniowa modernizacja sprzętu , standaryzowana kontrola procesu , i optymalizacja formuły odczynników przełamując w ten sposób niewidzialne bariery na rynku high-end.
Firmy mogą wybierać wielopoziomowe rozwiązania w zakresie modernizacji sprzętu w oparciu o pozycjonowanie swoich produktów. W przypadku małych i średnich przedsiębiorstw (MŚP) z ograniczonym kapitałem i skupiających się na produktach konwencjonalnych, istniejący sprzęt do trawienia można modyfikować poprzez dodanie automatyczne monitory stężenia kwasów i systemy kontroli temperatury , optymalizując procesy trawienia i pasywacji. Kontroluje to błąd grubości warstwy ochronnej z dokładnością do ±0,3 μm, spełniając wymagania dotyczące odporności na korozję od niskiego do średniego. Koszt modyfikacji wynosi tylko 1/15 kosztu sprzętu importowanego. Dla firm ukierunkowanych na rynek średniej klasy, średniej klasy produkowane w kraju urządzenia do powlekania próżniowego można dokupić w połączeniu z importowanymi systemami pomiaru grubości rdzenia, zapewniając stabilne działanie warstwy ochronnej przy jednoczesnej kontroli kosztów. Dla firm działających na rynku high-end, ukierunkowane zakupy importowane sprzęt precyzyjny może osiągnąć najwyższą kontrolę nad warstwą ochronną, kompensując koszty sprzętu poprzez wyższą cenę produktu.
Praktyki transformacyjne średniej wielkości firmy produkującej rury miedziane w Ningbo są bardzo pouczające. Firma zainwestowała 800 000 RMB w wyposażenie swojej istniejącej linii produkcyjnej do trawienia i pasywacji w system automatycznej kontroli temperatury i monitorowania stężenia optymalizując formułę odczynnika pasywacyjnego. Poprawiło to przyczepność warstwy ochronnej z 3B do 2B i wydłużyło żywotność testu mgły solnej z 500 do 800 godzin, pomyślnie wchodząc na rynek sprzętu morskiego średniej klasy. Premia za produkt osiągnęła 15%, a zwrot z inwestycji przekroczył 180%.
Firmy powinny porzucić ekstensywne metody produkcji i ustanowić ujednolicony system kontroli procesów obróbki powierzchni. Powinni zidentyfikować kluczowe punkty kontrolne na każdym etapie, takim jak wytrawianie, polerowanie, powlekanie i testowanie, a także opracować jasne standardy parametrów i procedury operacyjne, tworząc standardowe procedury operacyjne (SOP). Na przykład jasne określenie podstawowych parametrów, takich jak czas wytrawiania, stężenie kwasu i temperatura powlekania dla różnych materiałów rur miedzianych, zapewnia spójne działanie. Jednocześnie powinni wzmocnić monitorowanie procesów, wprowadzając grubościomierze laserowe i testery przyczepności, aby przeprowadzić wyrywkowe badania grubości, chropowatości i przyczepności warstwy ochronnej każdej partii wyrobów, szybko identyfikując problemy i korygując proces.
Firmy również powinny się wzmacniać szkolenie pracowników , umożliwiając pracownikom opanowanie regulacji parametrów, konserwacji sprzętu i metod testowania, zamiast polegać wyłącznie na doświadczeniu. Jedna z firm poprzez ustanowienie ujednoliconego systemu i mechanizmu szkoleniowego zmniejszyła wskaźnik defektów produktu w procesie obróbki powierzchni z 8% do 1,5% oraz poprawiła spójność działania warstwy ochronnej o 60%.
Firmy mogą optymalizować receptury odczynników do obróbki powierzchni poprzez niezależne badania i rozwój oraz współpracę badawczo-rozwojową. W przypadku tradycyjnych przedsiębiorstw przetwórczych mogą stopniowo zmniejszać stężenie kwasu, dodawać inhibitory korozji i stabilizatory, aby ograniczyć powstawanie mikropęknięć na powierzchni rur miedzianych, jednocześnie zmniejszając koszty oczyszczania ścieków. W przypadku firm stosujących zaawansowane procesy mogą one współpracować z uniwersytetami i instytucjami badawczymi w celu opracowania specjalistycznych odczynników dostosowanych do konkretnych scenariuszy, takich jak opracowywanie odczynników powłokowych o wysokiej odporności na sól do środowisk morskich i odczynników odpornych na kwasy do scenariuszy przemysłu chemicznego, zwiększając w ten sposób docelową konkurencyjność ich produktów.
Ponadto firmy mogą przyjąć „ importowane odczynniki opracowane w kraju adaptacja „modelka. Używając importowanych odczynników do głównych komponentów, mogą niezależnie formułować komponenty pomocnicze, równoważąc wydajność i koszty. Na przykład jedna firma wykorzystuje importowane produkty jako rdzenie ceramiczne w procesie powlekania nanoceramiką, niezależnie opracowując komponenty pomocnicze. Gwarantuje to nie tylko odporność na korozję, ale także zmniejsza koszty odczynników o 30%.
Zwykłe " folia ochronna " robi różnicę w żywotności produktu i wartości dodanej. Ten szczegół odzwierciedla podstawową logikę stojącą za transformacją chińskiego przemysłu rur miedzianych z „priorytetu skali” na „priorytet jakości” – konkurencja w wysokiej klasy produkcja często polega na pozornie nieistotnych procesach wykończeniowych. Obróbka powierzchni, testy precyzyjne i ochrona opakowań , pozornie pomocnicze kroki, mają kluczowe znaczenie dla poprawy stabilności produktów i wydłużenia ich żywotności, a także stanowią niewidzialną dźwignię umożliwiającą przedsiębiorstwom przełamanie konkurencji z niższej półki i przejęcie rynków z najwyższej półki.
W przypadku chińskich producentów rur miedzianych nie jest konieczne ślepe dążenie do modernizacji sprzętu do produkcji rdzeni. Koncentrując się na szczegółowych procesach, takich jak obróbka powierzchni i obróbka szczegółowa modyfikacja sprzętu, standaryzowane zarządzanie i optymalizacja receptur mogą poprawić konkurencyjność produktów niższym kosztem i osiągnąć podwojenie wartości dodanej. Kiedy coraz więcej firm zacznie zwracać uwagę na udoskonalanie tych „ukrytych procesów”, chiński przemysł rur miedzianych może naprawdę uciec przed trudną sytuacją „konkurencji niskimi cenami”, przekształcając się z dużego kraju produkcyjnego w potęgę produkcyjną i ustanawiając solidną pozycję w globalnym łańcuchu dostaw najwyższej klasy.

Co to jest grubościenna rurka miedziana? Grubowa rurka miedziana, znana również jako bezszwowa...
Zobacz szczegóły
Przegląd i znaczenie miedzianej rurki kapilarnej W nowoczesnych urządzeniach przemysłowych i p...
Zobacz szczegóły
Co to jest miedziana rurka? Analiza składu materiału i podstawowych cech Definicja rurki miedz...
Zobacz szczegóły
Zrozumienie miedzianych rur kwadratowych: skład, oceny i typowe zastosowania Miedziane rurk...
Zobacz szczegóły![]() Tangpu Industrial Zone, Shangyu District, Shaoxing City, Zhejiang Province, China
Tangpu Industrial Zone, Shangyu District, Shaoxing City, Zhejiang Province, China
![]() +86-13567501345
+86-13567501345
© Zhejiang Jingliang Copper-Tube Products Co., Ltd Wszelkie prawa zastrzeżone.
